01.07.2019
Bildbasierte vollautomatische Prüfung auf Lunker ab 0,4 mm
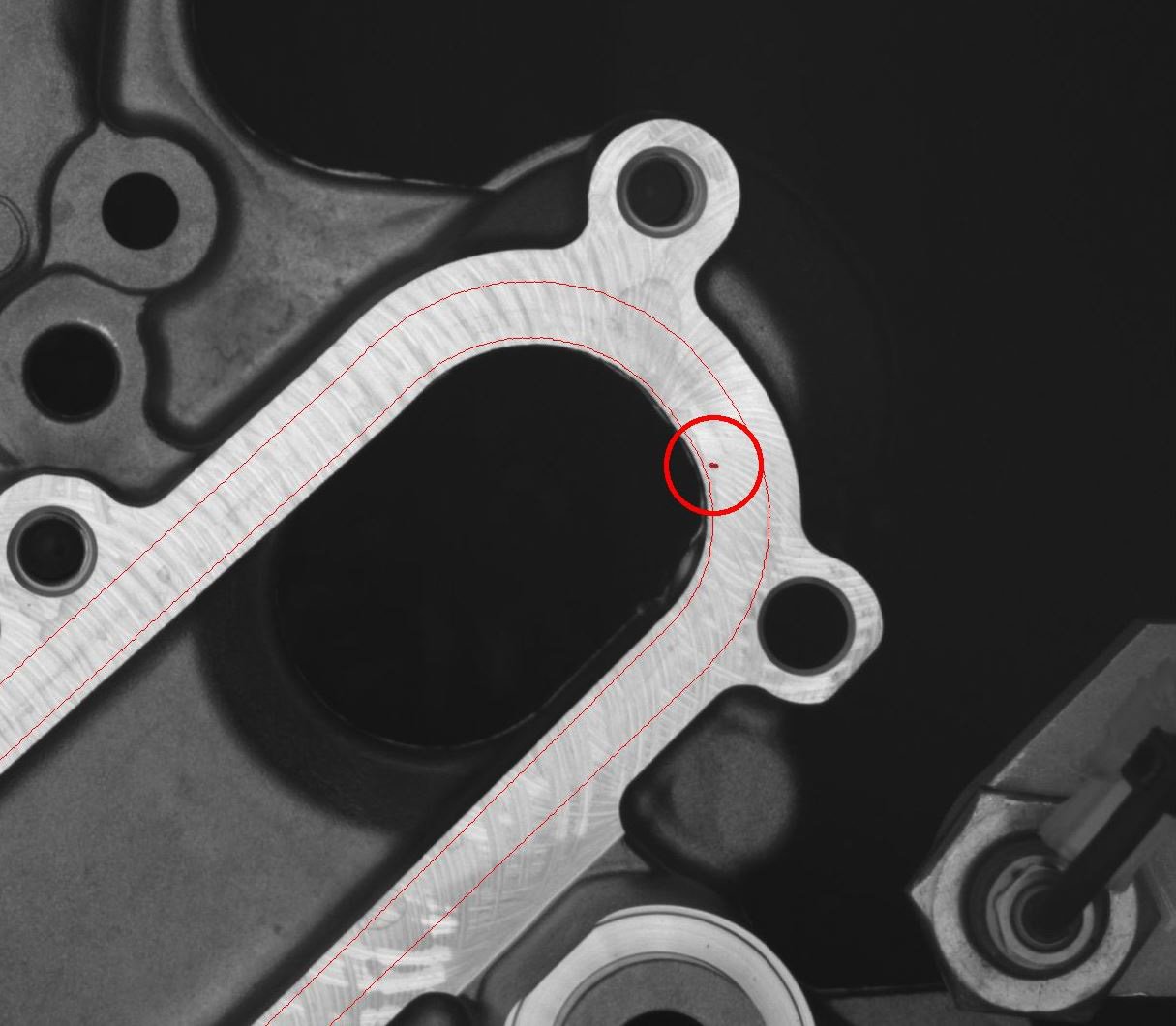
Kein Druckgusshersteller möchte Lunker haben – diese können jedoch im Produktionsprozess als Hohlräume während der Erstarrung der Schmelze durch das Schwinden des Werkstoffvolumens entstehen und damit die Funktion des Bauteils beeinträchtigen. Damit nur lunkerfreie Aluminium-Druckgussteile ausgeliefert werden, stellt bei Gruber & Kaja seit 2016 ein von AUTFORCE entwickeltes Multi-Kamerasystem die zuverlässige Erkennung von Hohlräumen ab 0,4 mm bei einer Bauteilgröße von 350 x 400 mm sicher. Damit lösten die Bildverarbeitungsspezialisten – auch mithilfe von sechs Industriekameras der LX-Serie von Baumer – eine Aufgabe, die bisher als nicht automatisierbar galt.

Für die Gruber & Kaja High Tech Metals GmbH, die sich als Zulieferer der Automobilindustrie u.a. auf motornahe Aluminium-Druckgussteile spezialisiert hat, ist die Auslieferung lunkerfreier Bauteile ein maßgebender Erfolgsfaktor, der für die Qualität und Langlebigkeit ihrer Produkte steht. Dies ist vor allem bei planen CNC-bearbeiteten Dichtflächen entscheidend, um das vollständige Anliegen der Dichtlippe sicherzustellen. Im Zuge des Automatisierungsausbaus der Produktionsprozesse aufgrund der Erhöhung der Jahresproduktion investierte Gruber & Kaja auch in die bisher manuell durchgeführte visuelle Lunkerprüfung. Die Aufgabe: Bei einer Bauteilgröße von 350 x 400 mm Lunker bereits ab 0,4 mm sicher detektieren. Mehr als ein Jahr wurden dafür technische Ansätze verschiedener Geräte- und Systemhersteller evaluiert. Die in Lienz ansässige AUTFORCE Vision Systems GmbH war der einzige Anbieter, der die anspruchsvollen Vorgaben von Gruber & Kaja erfüllen konnte. Der Systemansatz der österreichischen Experten für bildbasierte Inspektionssysteme überzeugte – auch weil sie neben der Qualitätsprüfung die Laser-Codierung der Bauteile im knappen Fertigungstakt von 50 Sekunden vornehmen konnten, um eine eindeutige Rückverfolgbarkeit sicherzustellen.
Erfolgreiche Pionierarbeit

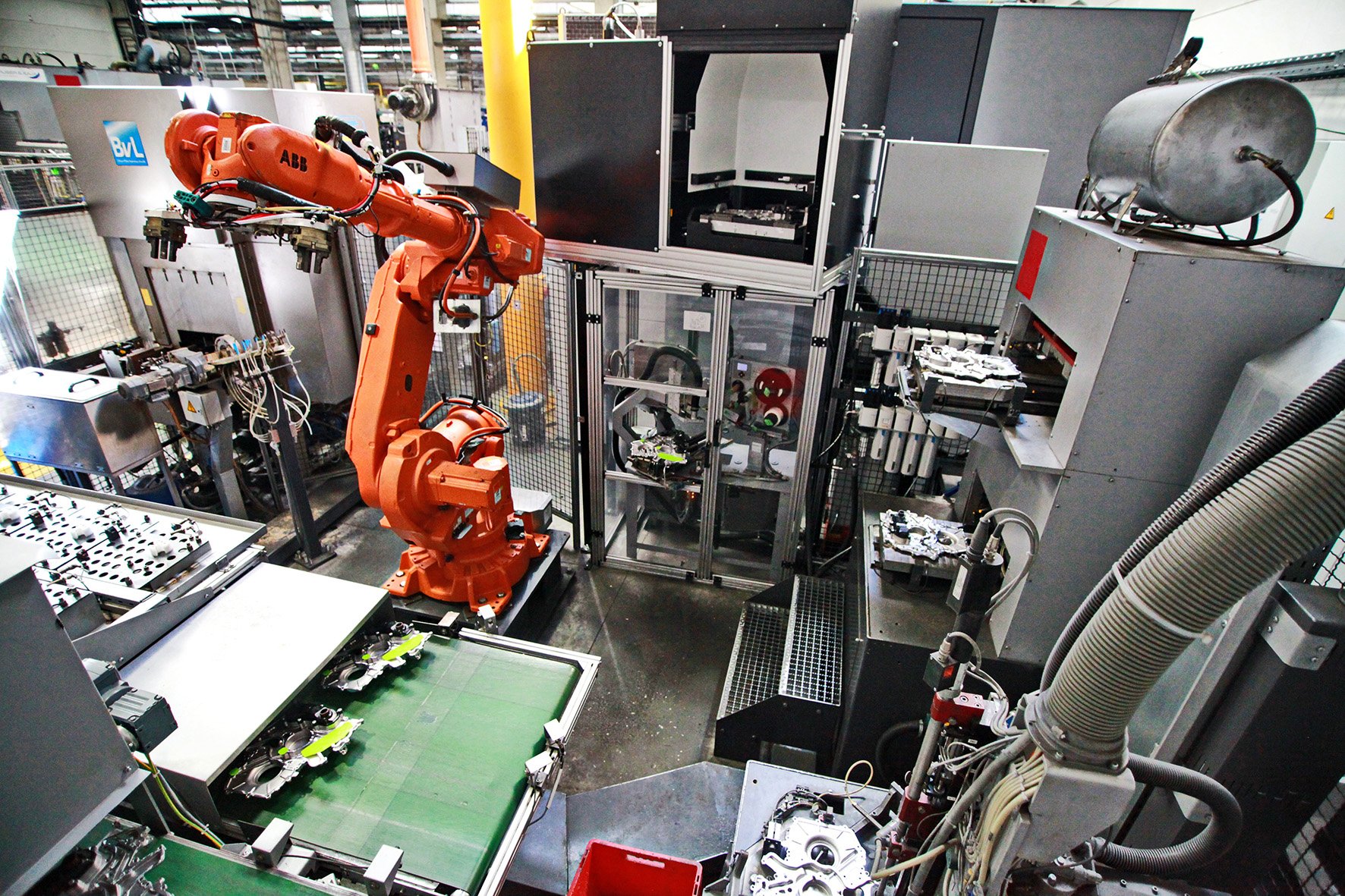
„Wir haben hier Neuland betreten. Uns und auch Gruber & Kaja war kein System am Markt bekannt, welches automatisiert so kleine Lunker bei der gegebenen Bauteilgröße erkennt bzw. auswertet“, erklärt Stefan Perg, einer der Geschäftsführer bei AUTFORCE. Neben der Ausdehnung der Lunker selbst war auch die Mindestrauheit der Bauteile in den vorgegebenen aktiven und passiven Dichtbereichen eine komplexe Anforderung. So mussten für die Bildaufnahme auch die Bearbeitungsspuren der Flächen wie Fräsriefen berücksichtigt werden. Der Lösungsansatz von AUTFORCE: Ein Multi-Kamerasystem mit einem speziell konstruierten kuppelförmigen Beleuchtungsraum. „Durch die Bildaufteilung auf mehrere Kameras minimierten wir die Verzerrung und erhöhten die optische Auflösung. Und dank der Beleuchtungskuppel erzielten wir eine optimale Ausleuchtung, um die durch die Bearbeitung entstandenen Fräsriefen herauszufiltern und damit sprichwörtlich unsichtbar zu machen“, erläutert Herr Perg den zentralen Systemaufbau. Auch die räumlichen Gegebenheiten bei Gruber & Kaja waren im Rahmen der Gesamtautomatisierung herausfordernd, da im Vergleich zu den relativ großen Bauteilen starker Platzmangel herrschte. „Da am vorgesehenen Platz bereits eine Maschine stand, musste unser Anlagenteil auf diese Einheit aufgebaut werden. Dabei musste natürlich auch die maximale Höhe des Roboters, der die Teile in den Kamerabereich einlegt, beachtet werden“, erklärt Herr Perg.
Herzstück: Mehrstufige Bildauswertung
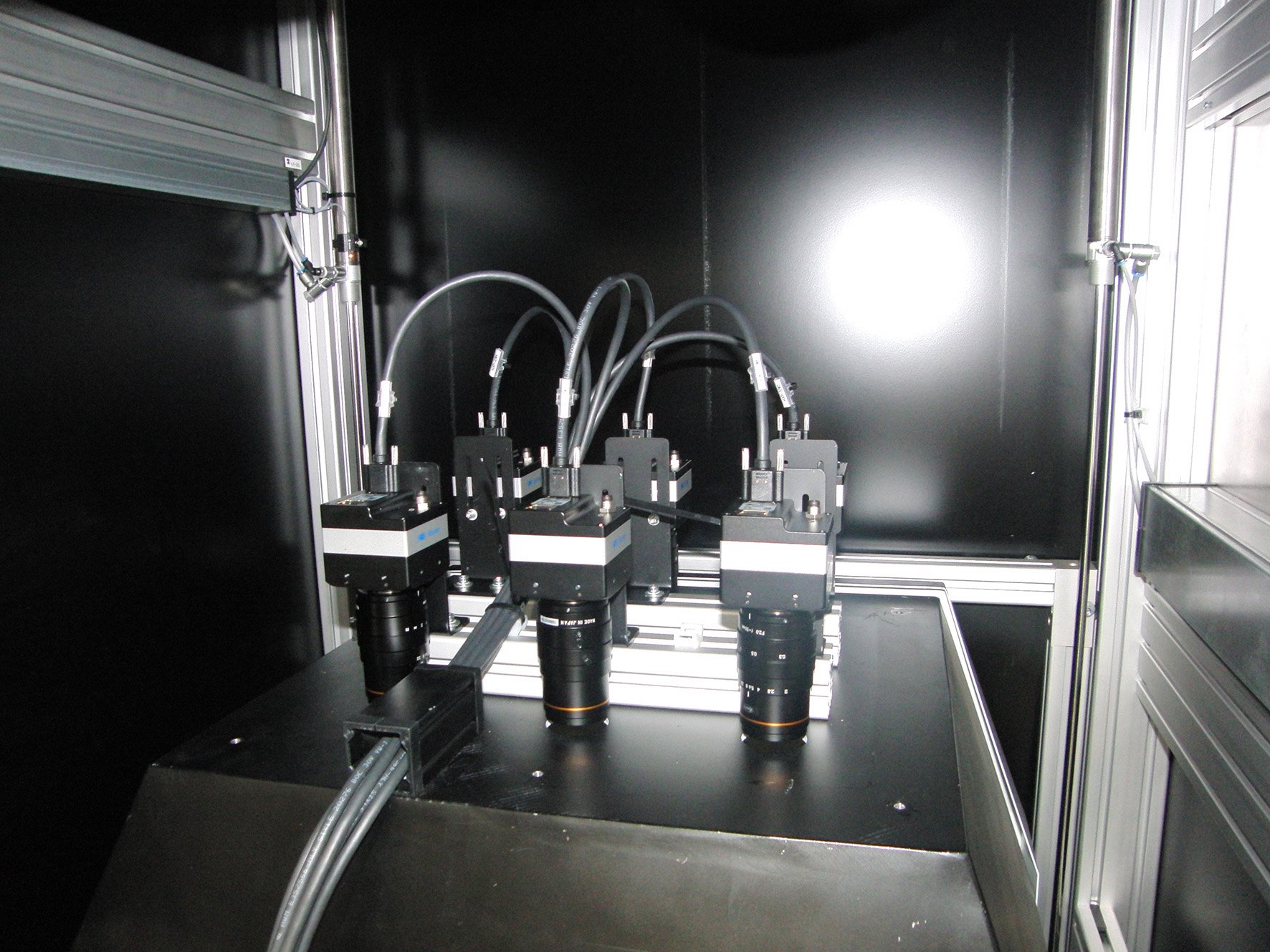
Im Mittelpunkt der Anlage steht die Prüfzelle mit Beleuchtungskuppel, in der ein leichter Überdruck herrscht, um das Eindringen von Schmutz zu verhindern. Zur Bildaufnahme setzt AUTFORCE auf sechs GigE Kameras der LX-Serie von Baumer mit einer Auflösung von 8 Megapixel. „Die Vorteile der Bildaufnahme mit sechs einzelnen Kameras liegen hauptsächlich darin, die Verzerrungen der einzelnen Bilder so gering wie möglich zu halten und die optimale Bildauflösung zu erhalten“, erklärt Herr Perg. Die Bildauswertung erfolgt dank Third Party Kompatibilität der Kameras über HALCON. Dazu programmierte AUTFORCE eine Anwendung, mit der die aufgenommenen Einzelbilder pixelgenau zu einem Gesamtbild zusammengefügt und anschließend mit den originalen CAD-Daten des aktuell zu prüfenden Bauteils zur Definition der Prüfregionen überlagert werden. Der ganze Vorgang dauert nur wenige Sekunden. Noch während der Auswertung dreht sich der Spannrahmen, in dem sich das Bauteil befindet, um 180 Grad zur Kontrolle der gegenüberliegenden Werkstückseite. Wichtiges Kriterium bei der Auswahl der idealen Kameras für das System waren das Verhältnis zwischen Auflösung und Pixelgröße. „Wir suchten nach einer Kamera in robuster Bauweise, bei der trotz hoher optischer Auflösung die Chipgröße und damit die Größe der einzelnen Pixel nicht zu klein wird“, erläutert Herr Perg. Ausgestattet mit dem CMV8000 Global Shutter Sensor von ams (ehemals CMOSIS) waren die leistungsstarken, industrietauglichen LXG-80 Kameras von Baumer mit einer Pixelgröße von 5,5 x 5,5 µm bei einer Auflösung von 3360 x 2496 Pixel die ideale Wahl. Dank GigE Vision konformer Schnittstelle konnten die Kameras schnell und kostengünstig in die gesamte Anlage inkl. Steuerung eingebunden werden. „Uns war es wichtig, ein Kamerasystem zu verwenden, welches auf eine erprobte, schnelle und standardisierte Datenschnittstelle aufsetzt“, erklärt Herr Perg.

Prozesssicherheit dank Rückverfolgbarkeit
Nach den Aufnahmen wird das Bauteil in eine eigene Zone gefahren, in der die Lasermarkierung vorgenommen wird. Dort werden Datum, Uhrzeit und DataMatrix-Code aufgebracht, um die Produktrückverfolgbarkeit im weiteren Produktions- und Lebenszyklus sicherzustellen. Wird die Lunkerprüfung nicht bestanden, wird jedoch nur ein Teil vom Code geschrieben, der nach erfolgreicher Nacharbeit inkl. Prüfung später noch ergänzt wird. „So wird das Bauteil bereits vor dem zweiten Durchlauf erfasst und die Nacharbeit ist Teil der gespeicherten Produktinformation“, erläutert Herr Perg.
Erfolg auf ganzer Linie
Mit seiner Lösung konnte AUTFORCE für Gruber & Kaja durch die Reduzierung von manuellem Handling- und Prüfaufwand eine erhöhte Wirtschaftlichkeit erzielen, die Prozesssicherheit mit reproduzierbaren Abläufen steigern und eine lückenlose Dokumentation aller Prozessschnitte und Ergebnisse etablieren. Die Beschriftung mit dem Laser stellt zudem eine Produktrückverfolgbarkeit mit sehr hoher Haltbarkeit sicher.
Pressedownload
-
Bildbasierte vollautomatische Prüfung auf Lunker ab 0,4 mm
