
Product portfolio








Software, tools, application notes
Perfect for demanding environments
Our cameras with protection class IP 54, IP 65, IP 67 or IP 69K are really tough. They can be used directly in extremely demanding applications with harsh ambient conditions as well as in highly sensitive areas. Thanks to the extended operating temperature range of selected models, they can even be used from -40 °C to 70 °C. This eliminates the need for additional cooling or heating measures and saves you time and money during integration.
Cameras with IP 54, IP 65 and IP 67 for robotics applications
Thanks to the patented modular tube system, camera and lenses of different lengths can be protected against dust and dirt with a variable number of intermediate rings: reliably, quickly and flexible. Thus ensuring compliance with protection classes IP 54, IP 65, and IP 67. Combined with PoE, low weight, high vibration and shock resistance and x-coded M12 plug, they are ideally suited for robotics applications, e.g. in automotive production.
IP 65, IP 67 and IP 69K cameras for food, beverage and pharmaceutical industries
With the specially developed housing accessories, the CX.I cameras can be quickly turned into cameras with IP 65, IP 67 or IP 69K for sensitive areas in the food, beverage, and pharmaceutical industry.
The IP 65/67 housing, featuring a hard anodized surface, effectively eliminates dirt traps and withstands even high-intensity cleaning. With a surface roughness of less than 0.8 µm, the IP 69K housing in hygienic design and stainless steel offers no adhesion for product residues and is also suitable for spray and product contact areas in which chemically aggressive cleaning media are used. Tubes in various sizes and with different cover glass materials such as acrylic or laminated safety glass complement the respective protective housing depending on the application requirements.
Your benefits
- Optimum price-performance ratio for a wide range of application requirements
- Modular system consisting of patented tube system, housing base sets and matching tubes of different sizes and with different cover glass variants
- Precise image analysis with long-term stability even under demanding ambient conditions
- IP 65/67 housing featuring a hard anodized surface
- IP 69K housing in stainless steel and a washdown design
- Vibration tolerance of 10 g and shock tolerance 100 g
- Flexible implementation of cross-industry application solutions
- Models with temperature range from 0 °C to 65 °C as well as from -40 °C to 70 °C
- Exposure from 1 µs and up to 1000 fps with use of ROI for selected models
- Cost-effective single-cable solution for reduced downtimes
- x-coded M12 plug and PoE
Applications
Multi-industry flexible application solutions
Benefit from the cross-industry advantages of our robust IP 54, IP 65, IP 67, IP 69K cameras.
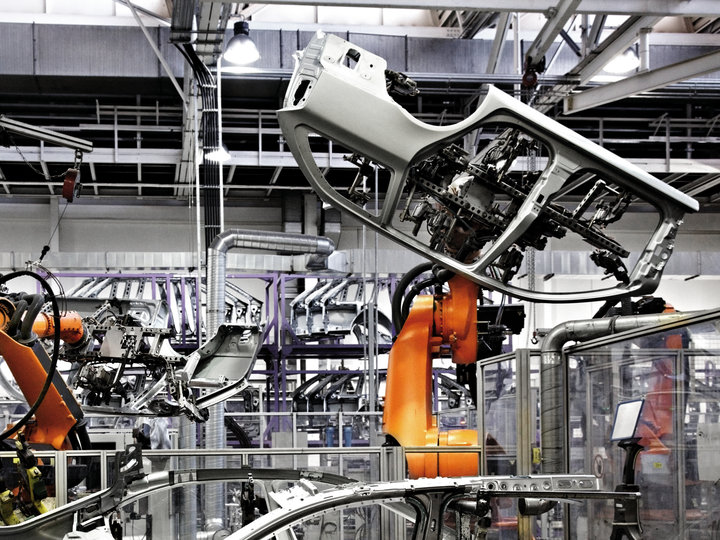
Robotics

Pharmaceuticals

Food & Beverage

Transportation systems
Technology
Downloads
Brochures / Catalogs
-
Brochure – High-performance industrial cameras
Technical and Application Reports / White Paper
-
Technical Report – Appropriately protected against vapor, bacteria or aggressive cleaners
-
Technical Report – Industrial cameras particularly designed for robotics


